MODEL/YEAR
MODÈLE/ANNÉE
DATE OF ISSUE
DATE EN VIGUEUR
BULLETIN NUMBER
NUMÉRO DU BULLETIN
FIT 2015 22 AOÛT 2014 BRN-14-2
Nouvelles sur la réparation des carrosseries
Fit 2015 : Information pour la réparation de la carrosserie du nouveau modèle
AVERTISSEMENT : Cette publication contient un survol de la nouvelle carrosserie et des nouvelles technologies du véhicule pouvant affecter les réparations effectuées à la suite d’une collision ou les autres réparations de carrosserie.
Consulter toujours les manuels de service et de réparation de carrosserie appropriés afin d’obtenir toute l’information nécessaire pour les réparations. Vous pouvez vous procurer un abonnement à l’adresse : techinfo.honda.com
TABLE DES MATIÈRES
Technologies de la nouvelle carrosserie du modèle
Information pour la réparation de la carrosserie
Précautions et information pour le soudage
Composants et réparations du système de coussins gonflables
Information pour la réparation des composants électriques
Page 2
Page 5
Page 6
Page 8
Page 10
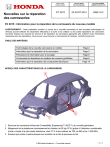
APERÇU DES CARACTÉRISTIQUES DE LA CARROSSERIE
3
1
2
1.
Structure de carrosserie Advanced Compatibility Engineering™ (ACE™) de nouvelle génération.
2. Allègement de la plateforme (soubassement et châssis) de 26 kg (57 lb) grâce à l’utilisation considérable d’acier à haute et à ultra haute résistance, dont 27 % à des calibres de 780, de 980 et de 1 500 MPa.
3. Soudure par points à quatre plaques aux endroits où se fixe le panneau de toit.
© 2014 Honda Canada Inc.
— Tous droits réservés 1 de 10
Technologies de la nouvelle carrosserie du modèle
CONSTRUCTION DE LA CARROSSERIE ET TENEUR ÉLEVÉE EN ACIER À HAUTE RÉSISTANCE
• Les pièces en acier suivent un code de couleurs indiquant leur résistance à la traction en mégapascals (MPa).
• L’acier à haute résistance est l’acier dont la résistance à la traction est de 340 MPa ou plus.
• Les procédures de réparation et de soudage de l’acier varient selon la résistance à la traction des pièces concernées.
Vue supérieure
Vue inférieure
Remarque : Renfort en acier de 1 500 MPa
à l’intérieur du montant central
270 MPa
440 MPa
590 MPa
780 MPa
980 MPa
1 500 MPa
Légende : résistance à la traction de l’acier
Information importante
Ces illustrations sont présentées à titre de référence générale seulement. Certaines pièces de la carrosserie sont fabriquées de plusieurs couches d’acier de résistances différentes. Consulter toujours la section du manuel de réparation de carrosserie consacrée à la fabrication de la carrosserie afin de connaître la résistance à la traction de l’acier utilisé.
2 de 10
EMPLACEMENTS AVEC DE L’ACIER DE 1 500 MPa (ESTAMPÉ À CHAUD)
Cet acier est plus résistant que l’acier ordinaire, ce qui lui permet de mieux protéger les occupants du véhicule, tout en réduisant le poids total du véhicule et en améliorant l’économie d’essence.
Les pièces numérotées dans le schéma cidessous sont fabriquées à partir d’acier de 1 500 MPa :
2
PRÉCAUTIONS POUR LE LEVAGE ET LE
REMORQUAGE
• La méthode préférable pour transporter ce véhicule consiste à utiliser une remorqueuse à plateforme.
• Il est également possible d’utiliser un équipement de remorquage qui permet de soulever les roues avant pour remorquer ce véhicule.
Pour obtenir plus d’information, consulter la section
Remorquage d’urgence (Emergency Towing) dans le manuel du propriétaire.
• Soulever le véhicule aux endroits indiqués seulement pour éviter de l’endommager.
• On ne peut soulever ou remorquer ce véhicule en s’appuyant sur les pare-chocs, car cela causera des dommages importants.
Pour plus d’information, consulter la section Points de levage et de support (Lift and Support Points) du manuel de service ou de réparation de carrosserie approprié.
1
3
Toutes les Fit
1 Renfort supérieur de montant avant
2 Renfort de montant central
3 Renfort de seuil latéral
3 de 10
FIXATION DU PANNEAU DE TOIT PAR SOUDURE PAR POINTS À QUATRE PLAQUES
L’assemblage de la carrosserie de ce véhicule fait appel à une nouvelle technologie qui permet de souder la totalité du châssis intérieur avant d’y joindre les panneaux extérieurs présoudés de la carrosserie. On crée ainsi des points de soudure à quatre plaques uniques au niveau des brides latérales du panneau de toit.
• Le soudage par points par résistance (STRSW) constitue la bonne méthode de réparation, car l’une des quatre plaques est fabriquée à partir d’acier de 980 et de 1 500 MPa (selon l’emplacement).
• N’importe quel équipement de soudage par points par résistance conforme aux spécifications publiées dans le manuel de réparation de la carrosserie peut effectuer ces points de soudure à quatre plaques.
•
Voir la section du manuel de réparation de carrosserie intitulée « Retrait et installation du panneau de toit » (Roof Panel
Removal and Installation) pour obtenir l’information complète.
Aucun point de soudure
Zone du passage de roue arrière
BRIDE DE PASSAGE DE ROUE ARRIÈRE
– AUCUN POINT DE SOUDURE
La nouvelle bride de passage de roue arrière de conception plus étroite permet d’éliminer les points de soudure, ce qui rehausse l’apparence.
• La bride est fixée et scellée à l’aide d’un adhésif (Adhésif pour panneaux 3M (AUTO MIX), n o
8115 ou
équivalent).
• Voir la section du manuel de réparation de carrosserie intitulée « Retrait et installation des panneaux latéraux extérieurs arrière » (Rear Side Outer Panel Removal and Installation) pour obtenir l’information complète.
4 de 10
Information pour la réparation de la carrosserie
REMARQUE : La section qui suit sert uniquement à présenter des éléments nouveaux et à soulever des points importants.
Vous ne devriez pas effectuer des réparations de carrosserie sans avoir d’abord consulté le manuel de réparation de carrosserie approprié pour obtenir toute l’information nécessaire.
UTILISATION DE LA CHALEUR LORS DU REDRESSEMENT ET
DE LA RÉPARATION DE LA CARROSSERIE
Lorsque vous effectuez des procédures de redressement ou de réparation de la carrosserie :
•
NE PAS APPLIQUER de chaleur aux pièces de la carrosserie pour les redresser. Cela risque d’affaiblir la structure interne et le niveau de résistance des pièces en acier à haute résistance.
• Une pièce qui a été chauffée lors d’un redressement DOIT être remplacée par une pièce neuve.
•
Ignorer ces instructions peut réduire considérablement le niveau de protection des occupants en cas de collision.
LIGNES DIRECTRICES POUR LE SECTIONNEMENT (COUPER
ET JOINDRE)
Divers types d’acier à haute résistance, dont les tôles varient en
épaisseur et en résistance, sont posés à de nombreux endroits qui diffèrent selon la structure de carrosserie, afin d’accroître le niveau de sécurité en cas de collision ainsi que la rigidité et la légèreté de la carrosserie.
Les éléments de raidissement à l’intérieur de chaque pièce (renfort, raidisseur, etc.) sont également décrits en détail.
Suivre les lignes directrices suivantes pour éviter d’effectuer des réparations non sécuritaires :
• Éviter de sectionner (couper et joindre), à l’exception des panneaux extérieurs et des panneaux de plancher, à moins qu’une procédure spécifique soit indiquée dans le manuel de réparation de carrosserie.
•
Cependant, selon le type de dommage subi par le véhicule, les pièces en acier d’une résistance à la traction de ≤ 780 MPa peuvent être sectionnées (coupées et soudées) en respectant les conditions suivantes :
– Le sectionnement doit être effectué sur la couche simple de la pièce.
– Les renforts et raidisseurs internes en acier multicouches ne doivent pas être coupés.
– La réparation n’est pas effectuée dans une zone porteuse de charge, comme le moteur, la boîte de vitesses ou les points de fixation de la suspension.
•
Remplacer les composants structurels de la carrosserie, tels que lesraidisseurs, les renforts et autres pièces en acier multicouches en tant qu’assemblages dont la configuration est identique à celle des composants remplacés.
•
Les procédés de soudage approuvés sont indiqués dans le tableau.
•
Consulter le manuel de réparation de carrosserie pour obtenir l’information complète.
Résistance
à la traction des pièces en acier
(MPa)
<590
590
780
980
1 500
Procédé de soudage
Soudage MAG
Soudure par points
En bouchon
En bout
X
X
X
Procédés de soudage des pièces en acier
( = Approuvé X = Non approuvé)
5 de 10
Précautions et information pour le soudage
RÉPARER LES PIÈCES EN ACIER DE 1 500 MPa
Tenir compte des précautions suivantes lorsque vous réparez des pièces en acier à résistance de 1 500 MPa :
•
NE JAMAIS TENTER de redresser des pièces en acier de 1 500 MPa, car elles risquent de se fendre.
•
Les pièces en acier de 1 500 MPa DOIVENT être remplacées en respectant les joints d’usine et à l’aide de soudage par points par résistance (STRSW).
•
Les joints brasés par soudage MIG peuvent être utilisés
UNIQUEMENT aux endroits inaccessibles pour l’équipement de soudage par points.
•
Afin de garantir une résistance à la traction appropriée des soudures, toujours régler le soudeur par points par résistance selon les spécifications indiquées dans le manuel de réparation de carrosserie.
Information importante
Les pièces fabriquées à partir d’acier à ultra haute résistance
(UHSS/1 500 MPa/USIBOR) doivent être installées en tant que pièces complètes. Il est interdit de les sectionner. L’acier à ultra haute résistance nécessite de l’équipement de soudage spécialisé et des réglages spécifiques. Vous devez également suivre des procédures spécifiques. Consulter la section sur le soudage du manuel de réparation de carrosserie approprié. L’utilisation d’équipement autre ou le non-respect des procédures vous empêchera d’effectuer une réparation sécuritaire.
• NE JAMAIS EFFECTUER de soudage MAG sur l’acier de 1 500 MPa.
La chaleur générée lors du soudage réduira considérablement la résistance et l’intégrité structurelle des pièces en acier de 1 500 MPa.
•
Cette photo présente les résultats des tests de résistance à la traction de l’acier de 1 500 MPa soudé. L’acier de 1 500 MPa a fendu en premier, car la chaleur générée par le soudage a réduit son niveau de résistance bien en deçà de 590 MPa.
• Pour obtenir plus d’information, consulter la section « Spécifications de soudage de pièces installées par estampage à chaud
(1 500 MPa) » (Hot Stamp (1 500 MPa) Parts Welding Specifications) du manuel de réparation de carrosserie.
LIGNES DIRECTRICES DE BRASAGE MIG POUR LES
PIÈCES EN ACIER DE 1 500 MPa
Consulter le manuel de réparation de carrosserie pour obtenir l’information complète.
•
Les emplacements des joints brasés par MIG sont indiqués dans le manuel de réparation de carrosserie.
•
Le brasage MIG à trou simple ou double peut être indiqué dans le manuel de réparation de carrosserie selon la résistance à la traction des pièces jointes.
•
Le diamètre et le nombre de trous sont des éléments essentiels pour garantir la résistance des joints.
•
Un soudeur MIG pulsé DOIT être utilisé. Consulter les instructions du fabricant de l’équipement pour connaître les réglages de tension et de courant du soudeur.
•
Les photos à droite montrent la différence des résultats entre le brasage MIG pulsé et non pulsé.
6 de 10
LES SPÉCIFICATIONS DE SOUDAGE MAG POUR LES
PIÈCES EN ACIER À HAUTE RÉSISTANCE DE 590-980 MPa
REMARQUE : Dans cette publication et les manuels de réparation de carrosserie, le soudage à l’arc sous gaz avec fil plein (GMAW) est indiqué par ses sous-types selon les exigences de soudage/brasage :
•
Soudage/brasage MIG
= soudage ou brasage à l’arc avec fil
électrode en atmosphère inerte où un gaz de protection fait d’argon (Ar) à 100 % est utilisé. L’argon est inerte et ne réagit pas avec le bain de fusion ou de brasage.
•
Soudage MAG
= Soudage à l’arc en atmosphère active où le gaz de protection utilisé est un mélange de 80
% d’argon
(Ar) et de 20 % de dioxyde de carbone (CO
2
). On parle de soudage actif, car le CO
2
subit une réaction limitée avec le bain de fusion.
Le manuel de réparation de carrosserie indique les types et les points de soudure pour chaque panneau de carrosserie :
•
La résistance à la traction du fil de soudage doit être
équivalente ou supérieure à la résistance à la traction la plus faible des pièces soudées. Ce tableau de conversion montre la relation entre la résistance à la traction de l’acier
(MPa) et la résistance à la traction minimale du fil de soudage (ksi).
•
Consulter les schémas ci-dessous :
Information importante
Certaines pièces fabriquées à partir d’acier à haute résistance (590-
980 MPa) doivent être installées en tant que pièces complètes.
Consulter la section « Lignes directrices pour le sectionnement des pièces (couper et joindre) » (Parts Sectioning (Cut and Joint)
Guidelines) dans le manuel de réparation de carrosserie pour obtenir l’information complète.
L’acier à haute résistance nécessite de l’équipement de soudage spécialisé et des réglages spécifiques. Vous devez également suivre des procédures spécifiques. Consulter la section sur le soudage du manuel de réparation de carrosserie approprié. L’utilisation d’équipement autre ou le non-respect des procédures vous empêchera d’effectuer une réparation sécuritaire.
Résistance à la traction de l'acier
(MPa)
590
780
980
Résistance à la traction du fil
(ksi)
≥86
≥113
≥142
(1 000 psi = 1 ksi)
LIGNES DIRECTRICES POUR LE SOUDAGE EN BOUCHON MAG
•
On peut utiliser le soudage en bouchon MAG pour joindre des composants de carrosserie à des pièces en acier de 590-980 MPa.
•
Suivre les recommandations de la section « Conditions de soudage MAG pour les pièces en acier à haute résistance (à l’exception de l’acier de 1 500 MPa) » (MAG Welding Conditions for High-Strength Steel (Except 1,500 MPa) Parts) du manuel de réparation de carrosserie.
LIGNES DIRECTRICES POUR LE SOUDAGE EN BOUT MAG
•
Le soudage en bout MAG peut être utilisé uniquement sur les pièces en acier dont la résistance à la traction est de 780 MPa ou moins.
•
La vitesse de soudage est essentielle pour garantir la résistance de la soudure et pour minimiser la zone affectée par la chaleur
(HAZ).
•
Suivre les recommandations de la section « Conditions de soudage MAG pour les pièces en acier à haute résistance (à l’exception de l’acier de 1 500 MPa) » (MAG Welding Conditions for High-Strength Steel (Except 1,500 MPa) Parts) du manuel de réparation de carrosserie.
7 de 10
Composants et réparations du système de coussins gonflables
COMPOSANTS DU SYSTÈME DE COUSSINS GONFLABLES
Le système de coussins gonflables de ce véhicule comprend les composants suivants pouvant se déployer en cas de collision :
1. Tendeurs des ceintures de sécurité du conducteur et du passager avant (peuvent se déployer sans que les coussins gonflables se déploient).
2. Coussins gonflables SRS du conducteur et du passager avant.
3. Coussins gonflables latéraux placés sur les parois extérieures des dossiers des sièges du conducteur et du passager avant.
4. Rideaux de sécurité gonflables latéraux placés au haut des vitres latérales de gauche et de droite sous la doublure de pavillon.
COUSSINS GONFLABLES LATÉRAUX SMARTVENT
MC
Ce véhicule est muni de coussins gonflables latéraux SmartVent :
•
Cette conception de coussins gonflables contribue à atténuer le risque d’une force de déploiement excessive des coussins, ainsi que le risque de blessures aux occupants de petite taille.
• Il élimine le besoin d’un capteur du système de détection de la position de l’occupant (OPDS) dans le dossier du passager avant.
À l’instar de tous les coussins gonflables latéraux, les précautions d’entretien suivantes s’appliquent :
•
Des revêtements et/ou des fils de séparation spéciaux sont utilisés sur les sièges afin d’assurer une aire de déploiement adéquate.
•
Les revêtements de sièges endommagés doivent être remplacés, et non réparés.
•
Ne pas installer de revêtements de siège qui ne proviennent pas de l’usine, puisqu’ils peuvent modifier l’aire de déploiement prévue du coussin gonflable.
2
3
4
1
8 de 10
TÉMOINS DU SYSTÈME DE COUSSINS GONFLABLES
Deux témoins sont utilisés pour le système de coussins gonflables :
Témoin du système de retenue supplémentaire (SRS)
Lorsque vous placez le commutateur d’allumage en mode ON, ce témoin doit s’allumer et s’éteindre après environ 6 secondes.
• Si le témoin SRS ne s’éteint pas, ou ne s’allume pas, le système est défectueux.
• Les codes d’anomalie doivent être récupérés et supprimés à l’aide de l’outil de diagnostic HDS (ou un outil équivalent). Communiquer avec un concessionnaire Honda en cas de besoin.
•
Si un véhicule est envoyé au concessionnaire pour une réparation ou le dépannage du système de coussins gonflables, ajouter une copie du devis de réparation incluant les numéros de pièces et le fournisseur des pièces de remplacement pour le système de coussins gonflables.
Témoin de désactivation du coussin gonflable du passager avant
Le témoin s’allume pour vous avertir que le coussin gonflable du passager avant a été désactivé.
•
Cela se produit lorsque les capteurs de poids du passager avant détectent un poids d’environ 29 kg (65 lb) ou moins, souvent le poids d’un tout-petit ou d’un bébé, sur le siège.
• Si le témoin s’allume et que personne ou aucun objet n’est sur le siège du passager, ou qu’un adulte est assis sur le siège, il est possible qu’un élément empêche le bon fonctionnement des capteurs de poids du siège ou que le système fasse défaut. Communiquer avec un concessionnaire Honda en cas de besoin.
Témoin de désactivation du coussin gonflable du passager avant
RÉPARATIONS DU SYSTÈME DE COUSSINS GONFLABLES REQUISES APRÈS LE DÉPLOIEMENT
Pour rétablir le bon fonctionnement et permettre la suppression des codes d’anomalie, le système de coussins gonflables
DOIT être réparé selon les directives du manuel de service. Consulter la section « Remplacement/inspection des composants après le déploiement » (Component Replacement/Inspection After Deployment) pour obtenir toute l’information nécessaire.
•
NE JAMAIS UTILISER de pièces de système de coussins gonflables usées, réusinées ou modifiées!
•
Lorsque vous effectuez des réparations au système de coussins gonflables, utiliser uniquement des pièces de remplacement d’origine fabriquées conformément aux normes s’appliquant aux pièces d’origine.
•
Pour garantir que les pièces appropriées sont installées, indiquer le NIV du véhicule lorsque vous commandez des pièces. Comparer les numéros des pièces neuves et retirées pour vous assurer qu’ils sont identiques.
RÉPARATIONS DES COMPOSANTS ÉLECTRIQUES DU SYSTÈME DE COUSSINS GONFLABLES
À moins que ce soit pour des inspections de composants électriques nécessitant l’alimentation de la batterie, placer toujours le commutateur d’allumage en position OFF (LOCK), débrancher le câble négatif de la batterie, puis attendre au moins 3 minutes avant de commencer les travaux.
• Pour faciliter l’identification, les connecteurs électriques contenant uniquement du câblage pour le système de coussins gonflables sont jaunes.
•
Plusieurs faisceaux contenant principalement du câblage des coussins gonflables sont également enrobés de ruban jaune.
•
Le câblage du système de coussins gonflables se trouvant dans un faisceau commun, comme un faisceau de plancher, n’est pas toujours marqué.
• NE JAMAIS TENTER de modifier, d’épisser ou de réparer le câblage du système de coussins gonflables. Si un élément du câblage du système de coussins gonflables est endommagé, remplacer le ou les faisceaux de câbles fautifs.
REMARQUE
: Consulter le manuel de service pour obtenir toute l’information concernant le fonctionnement, le diagnostic et les réparations des systèmes de retenue.
9 de 10
Information pour la réparation des composants électriques
SUPPORTS DE PHARE REMPLAÇABLES
Si un des supports de phare est brisé, des supports de remplacement sont offerts en tant que pièces de rechange.
Un assemblage de phare brisé peut être réparé à l’aide de supports de remplacement pourvu qu’il respecte les exigences suivantes :
• Le phare n’est pas endommagé.
• L’étanchéité de la lentille et du boîtier du phare n’est pas affectée.
Les supports de remplacement suivants sont offerts :
1. Support supérieur avant
2. Support supérieur arrière
1
3. Support inférieur
Consulter la section « Remplacement du support de phare »
(Headlight Bracket Replacement) dans le manuel de réparation de carrosserie pour obtenir l’information complète.
2
Supports de phare de remplacement
3
SYSTÈMES POUVANT NÉCESSITER L’AIDE D’UN CONCESSIONNAIRE POUR L’ORIENTATION
Certains modèles peuvent être équipés d’un ou de plusieurs des systèmes suivants nécessitant une orientation après des réparations à la suite d’une collision. Des outils spéciaux sont requis pour effectuer les procédures d’orientation.
Communiquer avec un concessionnaire Honda pour obtenir de l’aide.
LaneWatch
MD
:
Le système LaneWatch utilise une caméra et l’unité d’affichage centrale pour aider les conducteurs à reconnaître les objets qui se trouvent dans l’angle mort du rétroviseur du côté passager.
La caméra LaneWatch doit être orientée si l’une ou l’autre des procédures suivantes a été effectuée :
•
Retrait ou remplacement de la caméra LaneWatch
• Retrait ou remplacement d’un rétroviseur extérieur
• Retrait ou remplacement d’un panneau de portière
• Réparation d’un panneau de carrosserie de portière
Le système LaneWatch ne déclenche pas les DTC. Le dépannage et l’orientation de la caméra s’effectuent au moyen des fonctions d’autodiagnostic du système de navigation ou de l’affichage central. Le système LaneWatch n’utilise pas de témoin pour informer le conducteur d’une défectuosité.
PROTECTION DES CÂBLES ÉLECTRIQUES DE MISE À LA MASSE
•
Peindre sur les points de fixation des mises à la masse électriques peut causer des problèmes électriques, tels qu’une défectuosité du système d’assistance à la stabilité du véhicule (VSA) et le déclenchement de codes d’anomalie nécessitant un diagnostic laborieux.
•
Protéger le câble de mise à la masse et les filets du trou de fixation du câble de mise à la masse à l’aide d’un boulon ou d’un bouchon en silicone lors de l’application d’apprêt ou de peinture.
10 de 10