Entretien du couteau
1. Débrancher et verrouiller tous les circuits d’alimentation avant toute activité d’entretien. Le couteau en étoile et le disque peuvent
être démontés et affûtés en meulant les surfaces coupantes. Le couteau en étoile et le disque doivent être démontés de la pompe.
Il est possible de démonter des pièces sur place en retirant la pompe du puisard et en la positionnant à la verticale pour accéder
à l’entrée de la pompe. Si des joints ou d’autres réparations sont nécessaires, la pompe doit être entièrement retirée et l’entretien doit être effectué dans un atelier par un technicien qualifié ou un centre d’entretien autorisé.
2. Démonter les trois vis plates sur l’anneau de protection en plastique et démonter l’anneau.
3. Nettoyer soigneusement le couteau en étoile et le disque. Incliner la pompe à la verticale pour s’assurer que le jeu axial a été retiré.
Vérifier et noter le dégagement entre le couteau en étoile et le disque à l’aide d’une jauge d’épaisseur. Le jeu de fonctionnement approprié est entre 0,1016 mm (0,004 po) et 0,2032 mm (0,008 po).
4. Une fois la pompe dans la position horizontale, chauffer le boulon à tête hexagonale au centre du couteau en étoile avec un chalumeau au propane. Le boulon doit être chauffé à 177 °C (350 °F) pour ramollir l’enduit frein pour filets sur le boulon pour en faciliter son démontage. Retirer le boulon en tournant dans le sens inverse des aiguilles d’une montre. Il faudra utiliser un bloc en bois pour empêcher le couteau en étoile de tourner pendant le démontage du boulon. Tirer sur le couteau en étoile à partir de l’arbre et retirer les entretoises situées derrière le couteau en étoile.
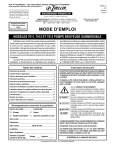
FIGURE 7.
Pour retirer le couteau en étoile : Retirer l’anneau de protection puis chauffer le boulon central à 177 °C (350 °F) pour ramollir l’enduit frein pour filets Loctite.
5. Retirer les trois vis de blocage qui retiennent le disque et retirer le disque de la pompe.
6. Le disque et le couteau en étoile peuvent être remplacés par des pièces neuves ou refaits par meulage. Le meulage est fait en polissant la surface du disque et du couteau en étoile à une microfinition 32. Ne pas essayer de meuler sur place. Envoyer les pièces
à un atelier qualifié ou les retourner à l’usine pour réparation. Le disque, le couteau en étoile et les entretoises sont un ensemble.
Garder les pièces ensemble. Mesurer le disque avant et après le meulage de la surface avec un micromètre et noter les mesures.
7. Après le meulage des surfaces, le disque et le couteau en étoile doivent être plats à 0,03 mm (0,001 po) près. Si le disque a été meulé, il faudra retirer les entretoises pour compenser la matière retirée du disque. Pour commencer, meuler les entretoises de la même épaisseur que la quantité meulée du disque (étape 6 ci-dessus). Le jeu de fonctionnement final doit être entre 0,1016 mm (0,004 po) et 0,2032 (0,008 po). S’assurer que la pompe est verticale et que le jeu axial a été retiré avant de mesurer.
8. Nettoyer le fond de la pompe où se situe le disque et remplacer le disque et les vis de maintien. Serrer avec un couple de 85 N-m (63 po/lb) à 92 N-m (67 po/lb). Remplacer le couteau en étoile avec les entretoises appropriées. Installer la rondelle et serre avec un couple de 96 N-m (71 po/lb) à 102 N-m (75 po/lb). Appliquer de l’enduit frein pour filets Loctite 262 ou équivalent sur les filets des boulons avant insertion. Vérifier le jeu de fonctionnement avec la pompe en position verticale pour retirer le jeu axial. Le jeu de fonctionnement doit être entre 0,1016 mm (0,004 po) et 0,2032
(0,008 po) pour obtenir un broyage approprié une fois la pompe opérationnelle.
9. Remplacer l’anneau de protection en plastique et ses trois vis.
10. Vérifier l’huile dans le boîtier du moteur avant de réinstaller le système. Contacter l’usine si l’huile a une apparence laiteuse ou une odeur de brûlé. Le niveau doit atteindre le bouchon de remplissage lorsque la pompe est dans la position verticale. Ajouter de l’huile si nécessaire. Utiliser de l’huile isolante fournie par l’usine.
(Éléments du modèle 7011 illustrés)
Meuler la surface du disque et du couteau en étoile comme ici à une microfinition 32. Les surfaces doivent être plates à 0,03 mm (0,001 po) en lecture totale de l’indicateur. L’espace entre ces pièces doit être de 0,1016 mm (0,004 po) à 0,2032 mm (0,008 po).
© Copyright 2015 Zoeller
®
11
Co. Tous droits réservés.