Notice Technique
MACHOIRES DE SERTISSAGE POUR COSSES
DRAPEAU SOLISTRAND*, REF. 48505 A 48511,
ET 48652, 48805, 48806, 48807
7-8
8
13-15
6
21
4
34-35
2
59-60
1/0
67-70
2/0
80-95
3/0
100-125
4/0
GAMME DIM.
mm2
[1/1000 PO]
6,637-10,539
[13,100-20,800]
10,539-16,771
[20,800-33,100]
16,771-26,653
[33,100-52,600]
26,653-42,411
[52,600-83,700]
42,411-60,551
[83,700-119,500]
60,551-72,259
[119,500-150,500]
72,259-96,274
[150,500-190,000]
96,274-117,049
[190,000-231,000]
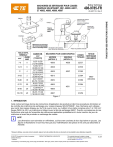
MÂCHOIRES POUR COSSES DRAPEAU
MATRICE
(ARTICLE 1)
IDENTEUR
(ARTICLE 2)
48506
48505
48508
48509
23 AOÛT 16 Rev C
COSSES
TYPIQUES
TRADUCTION DES INSTRUCTIONS D’ORIGINE
TAILLE DE FIL
NOMINALE
JAUGE
mm2
AWG
408-9785-FR
TETE DE
SERTISSAGE
(DOCUMENT)
322727
321576
48507
321060
48510
321064
48652
321066
48805
69067
(408-2454)
321584
48511
48806
---
48807
321259
Figure 1
1. INTRODUCTION
Cette notice technique donne des instructions d'application des produits et décrit les procedures d'entretien et
de contrôle des mâchoires de sertissage pour cosses drapeau SOLISTRAND1. Ces mâchoires sont utilisées
pour sertir des cosses drapeau sur du fil de cuivre mono- ou multibrin d'une taille comprise entre 7 et 125 mm2
[jauge AWG 8 à 4/0]. Les mâchoires s'utilisent avec la tête de sertissage 69067. Prendre connaissance de ces
instructions ainsi que de l'ensemble des références applicables préalablement à toute insertion de jeux de
mâchoires et avant de procéder au sertissage de cosses.
NOTE
Les dimensions sont données en millimètres, suivies entre crochets de leur équivalent en pouces. Les
figures et illustrations ne sont fournies que pour l'identification des pieces et ne sont pas dessinées à
l'échelle.
1 Marque de fabrique. Les autres noms de produits, logos et noms de sociétés cités dans ce document sont la propriété de leurs détenteurs respectifs.
© 2016 TE Connectivity Ltd. family of companies.
All Rights Reserved.
*Trademark
PRODUCT INFORMATION 1-800-522-6752
This controlled document is subject to change.
For latest revision and Regional Customer Service,
visit our website at www.te.com.
TE Connectivity, TE connectivity (logo), and TE (logo) are trademarks. Other logos, product, and/or company names may be trademarks of their respective owners.
1 of 7
408-9785-FR
2. DESCRIPTION (FIGURE 1)
Chaque jeu de mâchoires se compose d'une matrice et d'un indenteur, maintenus dans l'outil de sertissage par
des pistons à rotule. La matrice est positionnée dans la chape de l'outil de sertissage et l'indenteur est
positionné dans le piston de l'outil pour l'ensemble des applications.
3. MONTAGE ET DÉMONTAGE DES JEUX DE MÂCHOIRES
Se reporter à la Figure 1 et choisir la matrice et l'indenteur appropriés en fonction de la taille de fil à utiliser
dans l'outil de sertissage.
DANGER
EVITER TOUTE BLESSURE. Faire très attention lors de l'utilisation de l'alimentation de puissance.
Eviter d'actionner la pédale ou la poignée de contrôle en installant ou retirant les jeux de mâchoires.
CAUTION
NE PAS mettre les mâchoires sous pression sans avoir au préalable inséré le fil et la cosse
appropriés, sinon les mâchoires risquent d'être endommagées.
3.1. Installation des mâchoires
1. Retirer la broche de verrouillage de la tête de sertissage et ouvrir la chape.
2. Introduire la matrice dans la chape jusqu'à Encliquetage
3. Mettre en marche l'alimentation de puissance pour faire avancer le piston. La Figure 1 montre la
position approximative du piston.
4. Introduire l'indenteur dans le piston jusqu'à encliquetage.
5. Ramener le piston en position basse.
6. Refermer la chape et mettre en place la broche de verrouillage.
3.2. Démontage des mâchoires
1. Retirer la broche de verrouillage et ouvrir la chape.
2. Introduire la lame d'un tournevis sous la matrice et faire levier pour l'extraire de la chape.
3. Lever le piston à fond en position haute.
4. Introduire la lame d'un tournevis sous l'indenteur et faire levier pour le dégager du piston.
4. DÉNUDAGE DU FIL ET PROCÉDURE DE SERTISSAGE
DANGER
EVITER TOUTE BLESSURE. Faire très attention lors du fonctionnement de la tête de sertissage et
manipuler avec précaution les cosses ou le fil à proximité de la zone de sertissage.
4.1. Dénudage du fil
Se munir des fil, cosse ou prolongateur et outil de sertissage (équipé du bon jeu de mâchoires) correspondant
à l'application. Dénuder le fil sur les longueurs données Figure 2, en prenant soin de ne pas entailler ou couper
son(ses) conducteur(s), et procéder de la manière suivante:
Rev C
2 of 7
408-9785-FR
TAILLE DE FIL
NOMINALE
JAUGE
mm2
AWG
7-8
8
13-15
6
21
4
34-35
2
59-60
1/0
67-70
2/0
80-95
3/0
100-125
4/0
COSSES
DRAPEAU
TYPIQUES
322727
321576
321060
321064
321066
321584
--321259
LONGUEUR DE DÉNUDAGE
MINIMUM
MAXIMUM
9,53 [0,375]
12,70 [0,500]
13,82 [0,544]
17,06 [0,672]
22,23 [0,875]
23,81 [0,937]
26,98 [1,062]
28,58 [1,125]
11,18 [0,440]
14,27 [0,562]
15,48 [0,609]
18,65 [0,734]
23,81 [0,937]
25,40 [1,000
28,58 [1,125]
30,16 [1,187]
Figure 2
4.2. Procédure de sertissage
1. S'assurer que la taille du fil imprimée sur la cosse drapeau correspond à la taille utilisée dans
l'application et à celle imprimée sur la matrice et sur l'indenteur.
2. Centrer le fût à sertir de la cosse drapeau dans la matrice. Lors du sertissage de cosses drapeau
dans la tête No 69067, maintenir la languette des cosses contre la matrice comme montré Figure 2.
3. Actionner l'outil de sorte que le piston avance et maintienne la cosse ou le prolongateur en place, ceci
SANS déformation du fût à sertir.
4. Introduire le fil dénudé dans la cosse jusqu'à ce que l'extrémité du conducteur arrive juste au niveau
de l'extrémité du fût à sertir, ou dépasse légèrement de celle-ci. Voir Figure 2.
5. Actionner l'outil/la tête de sertissage pour achever l'opération.
NOTE
Si la cosse reste collée à la mâchoire après le sertissage, imprimer de petites secousses à la cosse
pour la libérer, en tenant le fil près de la partie sertie.
6. Se reporter au Paragraphe 5.1, "Contrôle du sertissage" et vérifier le sertissage de la cosse.
Rev C
3 of 7
408-9785-FR
5. ENTRETIEN ET CONTRÔLE
NOTE
Couper l'alimentation avant toute operation d'entretien, réglage, contrôle et réparation.
Ces instructions ont été approuvées par les ingénieurs d'études, de production et de contrôle qualité de Tyco
Electronics afin de fournir des procédures détaillées de maintenance et de contrôle. Les laboratoires d'essais
de Tyco Electronics et le contrôle de la chaîne de production ont permis la mise en place des procédures
décrites dans cette notice afin d'assurer la qualité et la fiabilité des jeux de mâchoires de sertissage. La liste
des pieces pouvant être remplacées par le Client est donnée Figure 1. Un stock complet des ces pièces doit
être tenu et géré afin d'éviter toute perte de temps lorsque le remplacement de pièces s'avère nécessaire.
5.1. Contrôle du sertissage (Figure 3)
NOTE
La procédure mentionnée ci-dessous est SEULEMENT destinée à fournir une aide à l'utilisateur de
l'outil. Elle ne constitue pas une procédure de contrôle qualité destinée à juger de la qualité du
sertissage des cosses drapeau.
1.Sertissage centré. Le sertissage peut être
décentré mais PAS décalé par rapport au fût à
sertir
2.La taille de fil utilisée correspond à la gamme ou à
la taille figurant sur les cosses drapeau ou sur les
mâchoires
3.L’isolant ne pénètre pas à l’intérieur du fût à sertir
4.Une fois inséré, le fil arrive au niveau de
l’extrémité du fût à sertir ou dépasse légèrement
de celui-ci
Figure 3
1.Sertissage décalé
2.La taille de fil utilisée ne correspond pas
à la gamme ou à la taille figurant sur les
cosses drapeau ou sur les mâchoires
3.Le fil n’est pas inséré assez loin dans la
cosse
4.L’isolant pénètre à l’intérieur du fût de la
cosse. VÉRIFIER LA LONGUEUR DE
DÉNUDAGE
5.Brins entaillés ou manquant dans le
conducteur
Contrôler les cosses serties en vérifiant les caractéristiques décrites Figure 3. N'utiliser que des cosses
remplissant les conditions mentionnées dans la colonne ADMISSIBLE. Les situations mentionnées dans la
colonne NON ADMISSIBLE peuvent être évitées si l'on applique ces instructions de manière stricte et en ayant
recours aux procedures d'entretien et de contrôle décrites Paragraphes 5.2 et 5.3.
Rev C
4 of 7
408-9785-FR
5.2. Entretien quotidian
Il est recommandé que les opérations d'entretien quotidien énumérées ci-dessous soient portées à la
connaissance des utilisateurs des mâchoires, et placées sous leur responsabilité.
1. Retirer la poussière, les traces d'humidité et autres salissures des mâchoires à l'aide d'un pinceau
propre ou d'un chiffon doux non pelucheux. NE PAS utiliser d'objets susceptibles d'endommager les
mâchoires.
2. Si les mâchoires sont enduites d'huile ou de graisse de protection, les nettoyer - particulièrement au
niveau des zones de sertissage - avant de les utiliser.
3. Lorsque les mâchoires ne sont pas utilisées, s'assurer que toutes leurs surfaces sont protégées par
une FINE couche d'une huile moteur SAE 20 de bonne qualité, les apparier et les ranger dans un
endroit propre et sec.
5.3. Contrôle périodique
Des contrôles réguliers doivent être effectués par le service contrôle qualité. Une fiche de contrôle doit suivre
les mâchoires ou être fournie au personnel responsable du contrôle des mâchoires. Il est recommandé
d'effectuer au moins un contrôle par mois. Toutefois, la fréquence des contrôles depend de la fréquence
d'utilisation des mâchoires, des conditions de travail, de la formation et de la qualification de l'opérateur ainsi
que des normes en vigueur dans l'entreprise. Ces contrôles doivent s'effectuer dans l'ordre suivant:
Contrôle visuel (Figure 4)
1. Retirer toute l'huile et les dépôts accumulés en plongeant les mâchoires dans un produit dégraissant
inoffensif pour la peinture et le plastique.
2. Contrôler l'état d'usure des surfaces. Vérifier qu'aucune partie de la zone de sertissage n'est aplatie,
entaillée, fissurée, usée ou cassée. Voir Figure 4. En cas de dommages visibles, les mâchoires
doivent être remplacées.
Cassé
Grippé
Ebréché
Figure 4
Rev C
5 of 7
408-9785-FR
Calibrage de la chambre de sertissage (Figure 4 et Figure 5)
Cette opération nécessite l'utilisation de calibres tampons conformes aux dimensions données Figure 5. Les
calibres tampons ne sont ni fabriqués ni commercialisés par Tyco Electronics.
Procéder de la manière suivante:
1. Apparier les mâchoires jusqu'à ce qu'elles soient bien en contact. Les maintenir dans cette position.
CAUTION
Ne mettre les mâchoires sous pression à aucun moment.
2. Aligner l'élément ENTRE avec la chambre de sertissage du fût à sertir. Pousser l'élément à l'intérieur
de la chambre de sertissage, sans forcer. L'élément ENTRE doit pénétrer complètement à l'intérieur
de la zone de sertissage.
3. Aligner l'élément N'ENTRE PAS et essayer de l'introduire dans la même chambre de sertissage.
L'élément N'ENTRE PAS peut commencer à entrer, mais il ne doit pas pénétrer complètement à
l'intérieur de la zone de sertissage. Si la chambre de sertissage est déclarée conforme à l'issue du
contrôle du calibrage, les mâchoires sont considérées comme étant dimensionnellement correctes.
Dans le cas contraire, elles doivent être remplacées. Pour plus d'informations concernant l'utilisation
du caliber tampon, voir la Notice Technique 408-7424.
4. Une fois l'opération de calibrage terminée, ramener les mâchoires dans leur position d'origine en
évacuant la pression.
CAUTION
Veiller à ne pas faire exécuter un cycle à la pompe, car ceci mettrait les mâchoires sous pression.
6. PIÈCES DE RECHANGE
Pour commander des pièces de rechange, contactez votre représentant Tyco Electronics au (33)
1.34.20.87.70, faxer votre ordre d'achat au (33) 1.34.20.86.03 ou écrivez à l'adresse suivante:
Tyco Electronics France SAS
BP 30039
95301 CERGY PONTOISE CEDEX FRANCE
Les mâchoires peuvent également nous être retournées pour évaluation et réparation. Pour tout
renseignement concernant la réparation des mâchoires, contactez un représentant Tyco Electronics au (33)
1.34.20.87.70.
7. RECAPITULATIF DES REVISIONS
Rev C
Les révisions effectuées sur la présente notice .technique sont les suivantes
Ajout du nouveau Logo TE
6 of 7
408-9785-FR
TÊTE DE
SERTISSAGE
69067
(408-2454)
No
DIMENSIONS FERMETURE
MÂCHOIRE “A”
DIMENSIONS ÉLÉMENT TAMPON
“B”
DIMENSION
ENTRE
N’ENTRE PAS
ENTRE
N’ENTRE PAS
Dimension
“C”
“R”
(Rayon)
48506
48505
2,54
[0,1000]
2,692
[0,1060]
2,54-2,55
[0,1000-0,1003]
2,689 2,692
[0,1059-0,1060]
12,70
[0,500]
3,58
[0,141]
48508
48507
3,51
[0,1380]
3,708
[0,1460]
3,505-3,513
[0,1380-0,1383]
3,705-3,708
[0,1459-0,1460]
48509
48507
4,140
[0,1630]
4,343
[0,1710]
4,140-4,147
[0,1630-0,1633]
4,340-4,343
[0,1709-0,1710]
48510
48507
4,953
[0,1950]
5,136
[0,2030]
4,953-4,960
[0,1950-0,1953]
5,153-5,156
[0,2029-0,2030]
5,94
[0,234]
48652
48511
6,172
[0,2430]
6,375
[0,2510]
6,172-6,179
[0,2430-0,2433]
6,372-6,375
[0,2509-0,2510]
7,52
[0,296]
48805
48511
6,959
[0,2740]
7,163
[0,2820]
6,959-6,967
[0,2740-0,2743]
7,160-7,163
[0,2819-0,2820]
48806
48511
7,823
[0,3080]
8,026
[0,3160]
7,823-7,830
[0,3080-0,3083]
8,023-8,026
[0,3159-0,3160]
48807
48511
8,788
[0,3460]
8,991
[0,3540]
8,788-8,796
[0,3460-0,3463]
8,989-8,991
[0,3539-0,3540]
MÂCHOIRE
3,96
[0,156]
11,099
[0,437]
14,275
[0,562]
4,76
[0,187]
8,33
[0,328]
9,53
[0,375]
10,89
[0,421]
Figure 5
Figure 6
Rev C
7 of 7
">
![Outil de sertissage 2844090-[] + Chat IA & PDF](http://vs1.fixfr.com/store/data/000898023_1-0d73997ccb6824dfdb0b44064db53516-150x150.png)





![Manuel d'utilisation TE 2280308-[]: Chat IA et PDF](http://vs1.fixfr.com/store/data/000897963_1-923d599a3ff8d50330f7262e39980352-150x150.png)




